

机密★启用前
2024 年 10 月高等教育自学考试全国统一考试
现代模具制造技术
(课程代码 05511)
注意事项:
1.本试卷分为两部分,第一部分为选择题,第二部分为非选择题。
2.应考者必须按试题顺序在答题卡(纸)指定位置上作答,答在试卷上无效。
3.涂写部分、画图部分必须使用 2B 铅笔,书写部分必须使用黑色字迹签字笔。
第一部分 选择题
一、单项选择题:本大题共 15 小题,每小题 1 分,共 15 分。在每小题列出的备选项中只有一项是最符合题目要求的,请将其选出。
1.为了完成一定的工序内容,一次装夹工件后,工件与夹具或设备的可动部分一起相对于刀具和设备的固定部分所占据的每一个位置,称为
A. 工序
B. 工段
C. 工位
D. 工步
2.零件在加工和装配过程中所使用的基准,称为
A. 设计基准
B. 工艺基准
C. 粗基准
D. 精基准
3.在生产量人的情况下,研磨加工设备可选用
A. 普通研磨机床
B. 数控研磨机床
C. 高速研磨机床
D. 专用研磨机床
4.滑块和斜滑块多为平面和圆柱面的组合,所以,在机械加工过程中除保证尺寸、形状精度外,还应保证
A. 相互平行精度
B. 相互垂直精度
C. 相互结合精度
D. 相互位置精度
5.在数控程序的指令中,G01 指令的功能是
A. 直线插补
B. 顺时针方向圆弧插补
C. 逆时针方向圆弧插补
D. 抛物线插补
6.在数控铣床上铣削模具零件的内外轮廓时,刀具的切入点和切出点应选择在零件轮廓几何形状的
A. 平面处
B. 圆弧处
C. 最远处
D. 交点处
7.电火花成形加工时,影响工件表面质量的主要因素是表面粗糙度和
A. 表面力学性能
B. 表面几何形状
C. 表面平整度
D. 表面垂直度
8.数控电火花线切割加工时,电极丝直径越大,越有利于
A. 提高加工精度
B. 提高加工速度
C. 提高工件力学性能
D. 降低表面粗糙度
9.研磨余量应尽量小,一般手工研磨不大于 10μm,机械研磨也应小于
A. 12μm
B. 15μm
C. 18μm
D. 20μm
10.常用的研具类型有研磨平板、研磨环和
A. 研磨片
B. 研磨球
C. 研磨棒
D. 研磨粒
11.最早出现的快速成型加工方法是
A. 光固化立体成型
B. 叠层实体制造
C. 选择性激光烧结
D. 熔融沉积成型
12.常用的角度和锥度的测量用具有角度样板、锥度量块和
A. 游标量具
B. 量规
C. 塞尺
D. 正弦尺
13.三坐标测量机按其工作方式分类,可分为两类,即点位测量方式和
A. 面测量方式
B. 立体测量方式
C. 连续扫描测量方式
D. 间歇扫描测量方式
14.导柱装配时,要注意控制压力,到底面时留出
A. 1 – 2mm 的间隙
B. 3 – 4mm 的间隙
C. 5 – 6mm 的间隙
D. 7 – 8mm 的间隙
15.将钢加热到 Ac₁或 Ac₃以上适当的温度,保温一定时间,使之完全奥氏体化,然后在空气中冷却,以得到珠光体类型组织的热处理工艺是
A. 淬火
B. 正火
C. 退火
D. 调质
二、多项选择题:本大题共 5 小题,每小题 2 分,共 10 分。在每小题列出的备选项中至少有两项是符合题目要求的,请将其选出,错选、多选或少选均无分。
16. 模板上一般孔常用的机械加工方法有
A. 钻
B. 扩
C. 铰
D. 镗
E. 磨
17. 电火花成形加工的工具电极常用的结构形式有
A. 整体式
B. 分解式
C. 镶拼式
D. 套式
E. 分散式
18. 万能工具显微镜的基本测量方法有
A. 影像测量法
B. 轴切测量法
C. 光学接触法
D. 直角坐标测量法
E. 极坐标测量法
19. 模具装配精度包括以下几个方面的内容,即
A. 相关零件的加工精度
B. 相关零件的位置精度
C. 相关零件的运动精度
D. 相关零件的配合精度
E. 相关零件的接触精度
20. 模具钢的常规热处理工艺主要包括
A. 退火
B. 正火
C. 淬火
D. 回火
E. 渗碳
三、判断题:本大题共 10 小题,每小题 1 分,共 10 分。判断下列各题正误,正确的在答题卡相应位置涂 “A”,错误的涂 “B”。
21. 应尽可能选用不加工表面的设计基准作为精基准,避免基准不重合造成的定位误差。
22. 导柱的配合表面很容易磨损,因此,其配合表面应有一定的硬度要求,所以,在加工之后要安排热处理工序,以达到导柱要求的硬度。
23. 数控加工是指在数控机床上进行零件加工的一种工艺方法。
24. 电火花加工时,工具电极和工件电极之间必须保持一定的间隙,一般是 3 – 5mm。
25. 不同的工件表面硬度对抛光工艺有一定的影响,硬度高使抛光研磨的难度增大,但抛光后的表面粗糙度值降低。
26. 电镀工艺是在母模表面上,通过电镀的原理获得适当厚度的金属层,该金属层从母模上分离出来,从而形成所需的型面。
27. 测量是在已知理论数据的情况下,将其与实物的测量进行数据比较,以判断数据超差与否,工件是否合格。
28. 导柱、导套在两板式直浇道塑料成型模具中,一般安装在定模腔固定模板中。
29. 渗碳技术主要用于高碳钢模具零部件的表面强化。
30. 如果必须首先保证工件上加工面与非加工面之间的相对位置要求时,一般应选择非加工面为粗基准。
第二部分 非选择题
四、名词解释:本大题共 5 小题,每小题 3 分,共 15 分。
31. 工序分散
32. 机床原点
33. 电蚀产物
34. 互换装配法
35. 球化退火
五、简答题:本大题共 4 小题,每小题 5 分,共 20 分。
36. 选择机床时,应考虑哪些因素?
37. 模板孔系的坐标镗削加工前应做好哪些准备工作?
38. 凸模常用的固定方法有哪些?
39. 为什么大多数模具钢淬火后都要进行回火处理?
六、计算题:本大题共 2 小题,每小题 15 分,共 30 分。
40. 某型芯的直径为 50mm,其尺寸公差等级为 IT5,表面粗糙度为 Ra0.04μm,并要求高频感应加热淬火,毛坯为锻件。其加工工艺路线为:粗车 — 半精车 — 高频感应加热淬火 — 粗磨 — 精磨 — 研磨。加工过程中使用同一基准完成各次加工。试确定各加工工序的工序尺寸的基本尺寸。(附各工序的加工余量如下:研磨余量:0.01mm;精磨余量:0.1mm;粗磨余量:0.3mm;半精车余量:1.1mm;粗车余量:4.5mm)
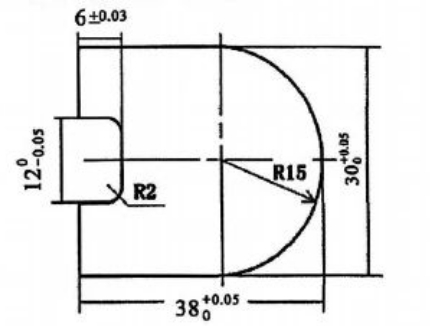
41. 图示凹模型腔,已知 A1=38₀⁺⁰.⁰⁵;A2=30₀⁺⁰˙⁰⁵;B=12⁰₋₀.₀₅;C=6±0.03;单面放电间隙 S=0.15mm,电极制造公差 δ 取模具公差 Δ 的 1/2 ~ 2/3。试确定相应的电极截面尺寸 a1、a2、b、c,并将计算结果填入下表。
|
序号 |
凹模型腔尺寸(mm) |
电极截面尺寸及公差(mm) |
|
1 |
38₀⁺⁰.⁰⁵ |
|
|
2 |
30₀⁺⁰.⁰⁵ |
|
|
3 |
12₋₀.₀₅ |
|
|
4 |
6±0.03 |
|
(2)本站自学考试信息供自考生参考,权威信息以各省(市)考试院官方为准。



暂无评论内容