

机密★启用前
2024 年 10 月高等教育自学考试全国统一考试
机械制造
(课程代码 02230)
注意事项
1.本试卷分为两部分,第一部分为选择题,第二部分为非选择题。
2.应考者必须按试题顺序在答题卡(纸)指定位置上作答,答在试卷上无效。
3.涂写部分、画图部分必须使用 2B 铅笔,书写部分必须使用黑色字迹签字笔。
第一部分 选择题
一、单项选择题。本大题共 15 小题,每小题 2 分,共 30 分。在每小题列出的备选项中只有一项是最符合题目要求的,请将其选出。
1.前角影响切削刃锋利程度和强度,增大前角可使
A. 切削力增大,切削温度升高
B. 切削力减小,切削温度降低
C. 切削力增大,切削温度降低
D. 切削力减小,切削温度升高
2.以下缺陷属于晶体材料中的线缺陷的是
A. 空位
B. 置换原子
C. 晶界
D. 位错
3.再结晶温度与其熔点的关系是
A. \(T_{再}=0.3T_{熔}\)
B. \(T_{再}=0.4T_{熔}\)
C. \(T_{再}=0.5T_{熔}\)
D. \(T_{再}=0.6T_{熔}\)
4.铰孔一般能达到的尺寸精度为
A. IT6 – IT10
B. IT1 – IT12
C. IT13
D. IT14
5.使用短销对工件圆孔定位,可以限制的自由度数量是
A. 2 个
B. 3 个
C. 4 个
D. 5 个
6.CA6140 卧式车床中 40 代表车床
A. 最大车削直径 40mm
B. 最小车削直径 40mm
C. 最大车削直径 400mm
D. 最小车削直径 400mm
7.当用调整法加工工件时,由于刀具与定位元件的位置固定不变,故应选择设计基准作为定位基准,这就是
A. 基准重合原则
B. 基准统一原则
C. 自为基准原则
D. 互为基准原则
8.焊接接头中,焊缝向热影响区过渡的区域称为
A. 热影响区
B. 相变重结晶区
C. 熔合区
D. 不完全重结晶区
9.电解加工时工件接
A. 直流电源正极
B. 直流电源负极
C. 交流电源正极
D. 交流电源负极
10.铣削的主运动是
A. 工件的纵向移动
B. 刀具的旋转
C. 工件的横向移动
D. 工件的旋转
11.不宜采用磨削加工的材料是
A. 淬火钢
B. 耐热钢
C. 铜
D. 模具钢
12.刀尖圆弧半径增大将使刀具切削刃的平均主偏角减小,
A. 切削宽度增大,导致切削温度降低
B. 切削宽度增大,导致切削温度升高
C. 切削宽度减小,导致切削温度降低
D. 切削宽度减小,导致切削温度升高
13.各种机床的主轴和齿轮毛坯一般使用
A. 铸件
B. 棒料
C. 冲压件
D. 锻件
14.下列关于自由锻件的工艺性要求,错误的是
A. 尽量避免锥面结构
B. 尽量避免平面结构
C. 尽量避免空间相贯曲线
D. 尽量避免加强肋、凸台、工字型结构
15.切屑外表面呈锯齿形,内表面有时有裂纹,这样的切屑叫
A. 带状切屑
B. 节状切屑
C. 粒状切屑
D. 崩碎切屑
第二部分 非选择题
二、填空题。本大题共 10 小题,每小题 2 分,共 20 分。
16. 攻螺纹前所钻底孔的直径要稍________螺纹标准中规定的内螺纹小径。
17. 在前刀面上粘结或冷焊有一层金属体,形成硬度很高的小楔块,被称作________。
18. 用来评定齿向线的误差,表征齿轮在传动过程中齿面所受载荷分布均匀程度的是齿轮的________。
19. 只与定位有关而造成的加工误差,称为________。
20. 测量时所采用的基准称为________。
21. 将板坯沿封闭轮廓分离的工序称为________。
22. 在切削塑性材料时,当刀尖圆弧半径等于 0 时,刀具________角增加,主切削力减小。
23. 外圆磨削包括纵磨、横磨和________三种方式。
24. 工件必须限制的自由度没有被限制,称为________。
25. 在砂型铸造中,造型可分为手工造型和________。
三、简答题。本大题共 6 小题,每小题 5 分,共 30 分。
26. 金属切削时如何减少塑性变形?
27. 什么是尺寸精度和几何形状精度?
28. 为什么要修整砂轮?修整的方法是什么?
29. 简述一种 6 级及其以上精度齿轮的齿型加工工序。
30. 工件夹紧时夹紧力的作用点的选择原则是什么?
31. 简述切削工件时造成工件表面粗糙的主要因素及其控制方法。
四、分析计算题。本大题共 2 小题,每小题 10 分,共 20 分。
32. 下图所示轴套工件,在车床上已加工好外圆、内孔及各表面,现需在铣床上以端面 A 定位铣出表面 C,保证尺寸 20º₋₀.₂ mm,试计算铣此缺口时的工序尺寸。

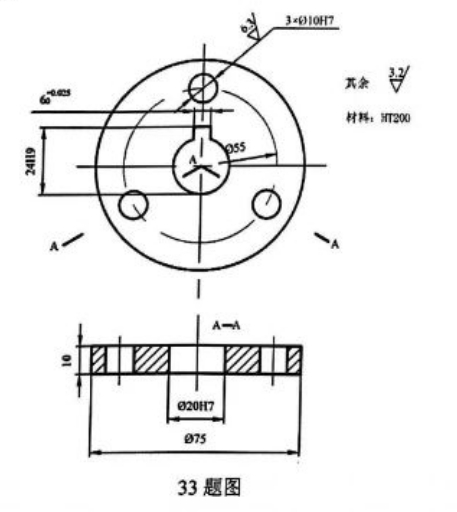
33. 试提出成批生产下图所示零件的机械加工工艺过程(从工序到工步),并指出各工序的定位基准。
(2)本站自学考试信息供自考生参考,权威信息以各省(市)考试院官方为准。
![【真题+答案】[贵州]2024年4月自考06091薪酬管理试题-自考菌](https://www.9-8.top/wp-content/uploads/2024/01/lnzt_fengmian-800x178.jpg)


教材2023版.jpg)
暂无评论内容