

机密★启用前
2024年4月高等教育自学考试全国统一考试
汽车制造工艺学
(课程代码06930)
注意事项:
1.本试卷分为两部分,第一部分为选择题,第二部分为非选择题。
2.应考者必须按试题顺序在答题卡(纸)指定位置上作答,答在试卷上无效。
3.涂写部分、画图部分必须使用 2B铅笔,书写部分必须使用黑色字迹签字笔。
第一部分 选择题
一、本大题共15小题,每小题1分,共15分。在每小题列出的备选项中只有一项是最符合题目要求的,请将其选出。
1.由一个工人在一台设备上对一个工件所连续完成的那部分工艺过程,称为
A.走刀
B.工步
C.工位
D.工序
2.汽车生产中,用于指导操作工人进行生产的工艺文件是
A.工序卡
B.工艺过程卡
C.调整卡
D.检验卡
3.以下材料中,焊接工艺性最好的材料是
A.铝合金
B.铸铁
C.高碳钢
D.低合金结构钢
4.工艺系统的热变形影响加工精度和生产效率,为保证加工要求必须使机床
A.冷却后再测量和精加工
B.热伸长后再调刀
C.热平衡后再加工
D.冷却后再安装工件
5.工艺系统刚度等于工艺系统各构成环节刚度
A.之和
B.倒数之和
C.之和倒数
D.倒数之和倒数
6.工艺规程是
A.工艺的规范化程度
B.各种工艺的规划
C.文件形式的工艺路线
D.工艺路线的一部分
7.工件受热均匀变形时,热变形使工件产生的误差是
A.尺寸误差
B.形状误差
C.位置误差
D.尺寸和形状误差
8.为消除机床主轴箱体铸件的内应力,应采用去应力的工艺为
A.时效
B.正火
C.表面处理
D.调质
9.工件采用心轴定位时,定位基准面是
A.心轴外圆柱面
B.心轴中心线
C.工件外圆柱面
D.工件内圆柱面
10.布置在同一平面上的两块支承板,限制的自由度数是
A.2个
B.3个
C.4个
D.5个
11.机床夹具中,用来确定工件在夹具中位置的元件是
A.连接元件
B.夹紧元件
C.对刀导向元件
D.定位元件
12.工件的调质处理一般应安排在
A.粗加工之前
B.精加工之后
C.粗加工与半精加工之间
D.任意
13.当精加工表面要求加工余量小而均匀时,选择定位精基准的原则是
A.基准重合
B.基准统一
C.自为基准
D.互为基准
14.尺寸链的其他组成环不变,某一减环的增大,使封闭环
A.增大
B.减小
C.保持不变
D.可大可小
15.大批大量生产中,对于组成环数少,装配精度要求高的零件,常采取
A.完全互换法
B.分组装配法
C.调整法
D.大数互换法
二、判断题:本大题共10小题,每小题1分,共10分。判断下列各题正误,正确的在答题卡相应位置涂“A”,错误的涂“B”。
16.一般模锻件内壁的斜度比外壁的斜度小 2°~5°。
17.零件表面粗糙度值越小,其耐磨性越好。
18.淬火一般安排在磨削加工之后进行。
19.辅助支承不起限制自由度作用。
20.定位误差是由于夹具定位元件制造不准确所造成的加工误差。
21.车削具有圆度误差的毛坯时,由于“误差复映”而使工件产生与毛坯同样大小的圆度误差。
22.工件一旦被夹紧,则它的六个自由度就全限制住了。
23.加工误差的分布曲线法可以指出随机误差因素对加工精度的综合影响。
24.互换装配法的实质是通过控制零件的加工误差来保证装配精度。
25.汽车车架分总成是非承载式车身汽车的装配基准。
第二部分 非选择题
三、填空题:本大题共 10小题,每小题1分,共10分。
26.汽车及其零件生产类型包括单件生产、_________、大量生产。
27.加工余量的确定方法主要有_________、经验估算法、查表修正法三种。
28.根据焊接过程的不同,对焊可分为电阻对焊和_________。
29.为提高低碳钢零件的表面硬度和耐磨性,常采用_________表面处理工艺。
30.常用夹紧机构中的_________是手动夹紧中应用最广泛的一种夹紧机构。
31.尺寸链的特征是关联性和_________
32.装配尺寸链的封闭环就是装配所要保证的_________。
33.实际生产中,常见的修配方法有单件修配法、_________、自身加工修配法。
34.工艺系统的变形包括:_________、刀具变形、工件变形。
35.装配工作的主要内容包括清洗、平衡、过盈连接、螺纹连接和_________。
四、名词解释题:本大题共5小题,每小题3分,共15分。
36.加工余量
37.第一类自由度
38.装配尺寸链的正计算
39.结构工艺性
40.工序集中
五、简答题:本大题共3小题,每小题5分,共15分。
41.简述模锻件的结构工艺性要求。
42.简述控制工艺系统受力变形的主要措施。
43.简述拟定工艺路线的主要内容。
六、简单分析题:本大题共5小题,每小题3分,共15分。
44.分析车床上用两顶尖装夹工件车削细长轴时,工件产生腰鼓形形状误差的原因。
45.试分析无心磨削销轴外圆该如何选择定位基准?
46.试分析为什么说夹紧不等于定位?
47.加工箱体类零件,常以什么作为统一的精基准?
48.试分析设计装配件时,为什么要遵循装配尺寸链最短原则?
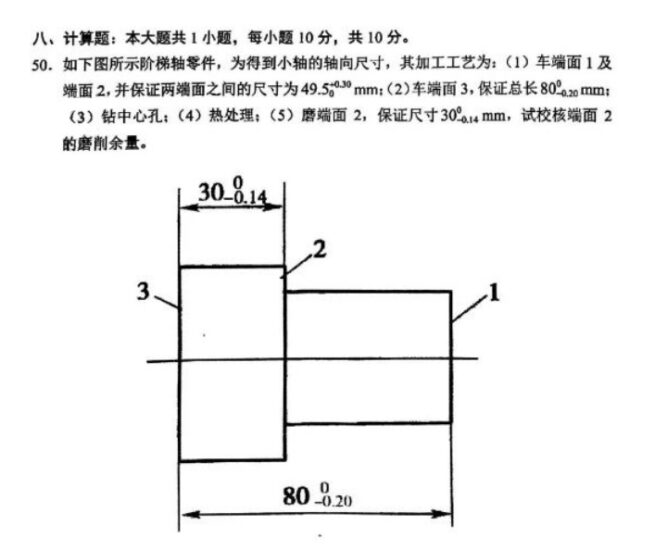
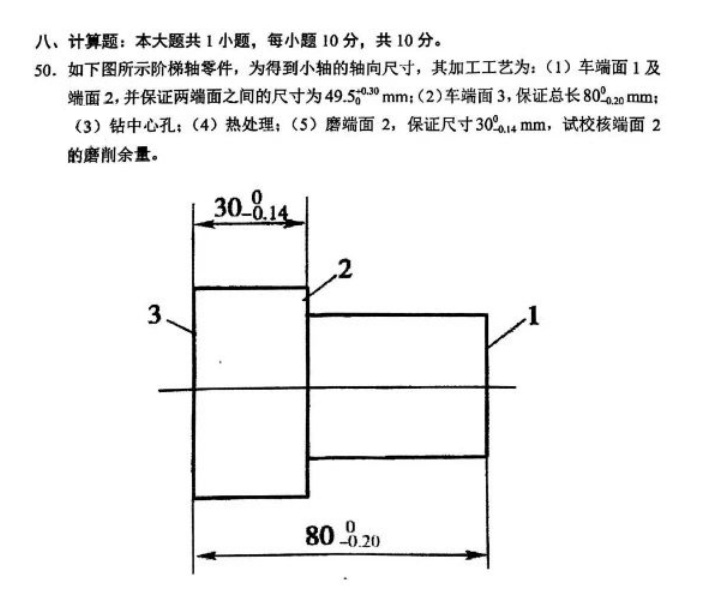
七、综合分析题:本大题共1小题,每小题10分,共10分。
49.在汽车变速器壳体零件加工中,常采用一面两孔的定位方案,为了保证夹具定位的准确性,又不致发生无法装夹的现象,请分析设计时该如何处理定位系统出现的重复定位问题?
(2)本站自学考试信息供自考生参考,权威信息以各省(市)考试院官方为准。

暂无评论内容